
www.industryemea.com
10
'20
Written on Modified on
Increase productivity, reduce waste
In addition to the demands on productivity, high expectations of consumers and retailers weigh on food manufacturers and processors. They expect not only safe and qualitatively perfect foodstuffs.

High requirements of consumers and retail chains
In addition to the demands on productivity, high expectations of consumers and retailers weigh on food manufacturers and processors. They expect not only safe and qualitatively perfect foodstuffs.
In addition to adhering to legal regulations, they increasingly require additional certifications from their suppliers. To simultaneously comply with the legal requirements, meet the standards of the retail chains and satisfy the expectations of the consumers, functioning automation technology is essential for food manufacturers and processors. This means: They need intelligent technologies and services to allow them to meet the high standards with regard to food safety as efficiently as possible, in compliance with guidelines and while making the most efficient use of resources.
The objective and philosophy of Sesotec, a leading manufacturer of product inspection and material sorting systems in Schönberg, Bavaria, is to support the food-producing industry in the profitable manufacture of safe food and to create less waste in the process. To do this, the company offers appropriate application solutions for all process levels, products and conveying types as well as for all critical control points of the production process.
In the area of materials handling, various sensors from Leuze that have proven themselves over the years are in use at the foreign object detection systems. Currently in test operation at Sesotec is the DRT 25C switching sensor from Leuze with a completely new operating principle based on Contrast Adaptive Technology (CAT). This sensor is ideal for complex, customer-specific applications that cannot be solved with a standard detection method.
The customer is king
Consumers demand not only long shelf lives but also constant availability of the entire selection. Moreover, the food should be of high quality and free of any contaminants or foreign objects. Consumers also increasingly want to know the source of their products: where, with what ingredients and how they were produced. At the same time, calls for food that is free of gluten and allergens and is completely vegetarian or vegan are also increasing. Food demand is thereby becoming significantly more specialized. This results not only in an additional challenge but also in increased costs for the production process.
Producing the required quantities of food requires an increasingly automated process chain. And not only consumers but retailers are also placing high demands on the food manufacturers and processors. In addition to product quality, other topics include transparent traceability as well as fast reaction paths in the event of any recall actions. On top of this are increased requirements on logistics systems and supply chains.
Precise technologies ensure efficient processes
The food industry has become a complex, globally networked system with many participants: raw materials are purchased internationally at various price and quality levels. They are often sold, stored and processed far from where they were originally produced. Increasing food transports, longer transport paths and multiple loading processes result in a growing risk of contamination. "Manufacturers need precise technologies to comply with the legal standards regarding food safety," explains Hermann Sammer, Director of R&D at Sesotec. However, an increasing degree of automation means less personnel and fewer inspections by employees in the production chain. The risk of any foreign objects present in the food not being detected thereby increases.
To detect metal contaminants – such as from wires or shavings – metal detectors like those manufactured by Sesotec can be used. For the detection of contaminants from non-metallic materials, e.g., glass or plastics, Sesotec offers X-ray systems. In his function as R&D director, Sammer has already been working together with Leuze for many years. Always with the goal of solving the sometimes tricky applications of his customers even better and more efficiently. For reliable detection as well as proper labeling or assignment, optical technologies from Leuze are used here. They ensure that exactly what is on the label is actually in the package.

UNICON metal detector system from Sesotec, consisting of conveyor belt, detector coil with control unit and ejector unit.
Minimize waste together
Sesotec is very pleased with the used Leuze sensors, which have been installed standard in the machines and systems for years. In the area of metal detection, these are primarily sensors from Leuze's 25 series. Sesotec customers in the food industry confirm their reliable function, cost effectiveness and long service life in an environment that is subject to the highest hygiene requirements and regular cleaning cycles.
Nevertheless, Sesotec is always open to new ideas and technologies. One such example of this is the recent test operation of a completely new Leuze sensor, the DRT 25C with a fully new operating principle based on Contrast Adaptive Technology (CAT). "Our company philosophy is very closely aligned with that of Leuze. We don't view ourselves as a standard supplier of individual metal detectors. We are instead focused on offering our customers specific, complete solutions that are tailored to their respective application and requirements. And these consist not only of our own components. Also included here is all of the sensor technology. Only in this way are we able to help our customers increase the cost effectiveness of these solutions in spite of the additional costs that arise though a mechanical product inspection," explains Sammer. Brigitte Rothkopf, Director Corporate Communication at Sesotec, emphasizes: "As important as cost effectiveness is, so too is making a positive contribution to the minimization of food waste. After all, this is not only an ethical problem for us, but an economical one as well." Since 2019, Sesotec is a founding member of the "SAVE FOOD" initiative and is actively involved in preventing food waste and loss around the world. This is a joint initiative of the Food and Agriculture Organization (FAO), of the environmental program of the United Nations (UNEP), of Messe Düsseldorf and of Interpack, the world's leading trade fair for packaging and processes.

Since 2019 Sesotec is a supporting member of the initiative “SAVE FOOD” and is actively engaged against worldwide food waste and losses.
New on the start line: the DRT 25C from Leuze
Leuze's new DRT 25C switching sensor promises to reliably detect every type of object and type of product packaging such as are examined in the food sector with Sesotec metal detectors and checked for contamination. Fully independent of their color, shape and surface structure. Regardless of whether flat, glossy, with openings or transparent. "Such objects are not so easy to detect using conventional sensors, which scan from the side. Above all because the front edge of packaged products cannot always be reliably detected," explains Andreas Eberle, Key Account Manager Packaging at Leuze. Hermann Sammer from Sesotec adds: "The problem often manifests itself in the form of multiple triggering – especially at high conveyor speeds." He has had this experience above all with irregular shapes as occur, e.g., with fish and meat. This usually involves individual pieces that do not have the exact same length and shape. The same holds for plastic outer packagings of fruit or vegetables.
Sesotec is currently putting the DRT 25C through its paces in the company's technical center. A wide range of objects and packaging are being used here. The objects travel into the metal detector on the conveyor belt. Prior to entry into the metal detector, they are always detected by the DRT 25C at the front edge and over the entire product length – all from above. "The view from above is a big advantage. Irregular shapes can thereby be significantly better detected. The sensor solutions currently on the market have so far only been able to perform this task to a limited extent," confirms Sammer. Test experiences thus far are very positive. Even in difficult work environments, such as with quickly moving and, in some cases, strongly vibrating conveyor belts.

Leuze's detection expert – the DRT 25C – reliably meets the high requirements of packaging machines with innovative reference technology.
Positive test results for complex applications
The DRT 25C shows it strengths exactly where conventional sensors, which scan from the side, are pushed to their limits. In the test environment at Sesotec, no effort is being spared to test the DRT 25C under "real" application conditions in detail: "After all, it needs to function properly afterwards in our customers' application environments and be free of any malfunctions that would slow a machine or system or, worse, bring it to a standstill," explains Michael Maier, developer in the product inspection department at Sesotec. As a result, Sesotec intentionally wets, soils or gums up conveyor belts in the test situation as is often the case in actual use, e.g., due to stuck labels or chocolate residues. "From these test results, we deduce possible product improvements or further developments," says Michael Schafferhans, Technical Sales Consultant at Leuze. "This allows us to determine where we need to readjust and improve further," he adds. Leuze takes this feedback from customers and partners very seriously and is actively working on additional sensors based on the CAT technology. After all, it always comes down to providing the customer with the best possible support with his application and making him even more successful. This is the goal and aspiration of the Sensor People.
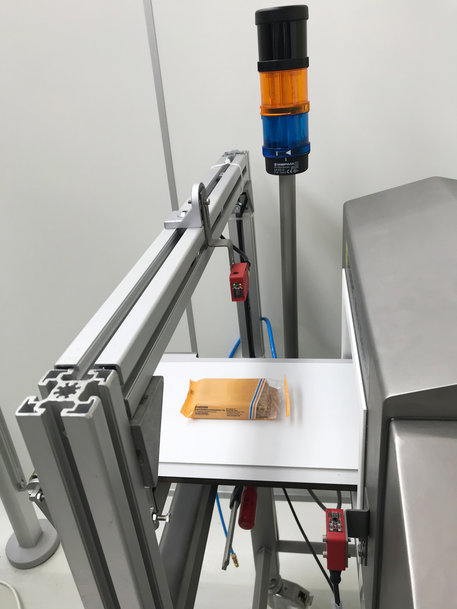
The DRT 25C reliably detects from above.
Contrast Adaptive Teach increases the throughput
"The DRT 25C is based on a completely new technology: the Contrast Adaptive Teach Technology (CAT)," explains Eberle. The basic idea is simple: The object can change at any time. The DRT 25C therefore works with an object's environment as a constant reference surface instead of with the object itself. In packaging systems, this is the conveyor belt. This serves as a teachable reference. Once the sensor has been taught the contrast information of the conveyor belt, it only needs to be intelligent enough to adapt this knowledge to a possible change of environment. This is precisely what CAT technology does. With this reference technology, Leuze has created a new operating principle in the field of switching sensors. The DRT 25C learns the signal parameters of the conveyor belt at the press of a button and stores them as the "standard zero." Every object that is transported on the conveyor belt now generates a signal. If this deviates from the zero state, the DRT 25C reliably detects the object as a "deviation from the reference." The performance of the device is optimized through the choice of teach level. There is, for example, a teach routine for conveyor belts that become heavily soiled over time. Another teach level exists especially for the detection of very flat or even transparent objects. Once the sensor has been "taught," no additional settings or readjustments are necessary. Not even if the object is changed, as the sensor operates together with the conveyor belt as a reference.

Pleased with the positive test results: Hermann Sammer, Director of R&D at Sesotec and Andreas Eberle, Key Account Manager Packaging at Leuze (top), Michael Maier, Developer in Product Inspection at Sesotec and Michael Schafferhans, Technical Sales Consultant at Leuze.

The all-rounder sensor
The DRT 25C dynamic reference diffuse sensor from Leuze is based on the intelligent CAT technology and represents a new operating principle. It thereby sets new technological standards on the market and is another milestone in the innovation history of Leuze. Once again as forerunners, the Sensor People thereby precisely meet their customers' requirements for reliable detection and make them successful in an industry that is ever evolving. After all, the success of their customers is their aspiration and goal. Reduced downtimes, increased machine throughput as well as higher production quantities, all with maximum flexibility without readjustment when changing objects – that means increased cost effectiveness for their customers. www.leuze.com/drt25c
