
www.industryemea.com
04
'19
Written on Modified on
Customer Satisfaction Depends on Reliable Machining Processes
When planning and implementing machining processes, manufacturers generally focus on manipulating elements of their internal operations and may lose sight of the end purpose of their work: assuring customer satisfaction.
To a great extent, customer satisfaction is based on minimizing the time between the placement of the customer’s order and delivery of the finished product. In the past, manufacturers minimized lead times by machining thousands of identical parts and creating large inventories from which they could ship products immediately. This low-mix, high volume production (LMHV) scenario enabled manufacturers to meet customer needs in a timely way throughout gradual development of the machining process and unanticipated production errors and interruptions.
Today’s market requirements, however, are radically different. Customers increasingly order small batches of products tailored to specific needs. As a result, manufacturers rarely make long production runs. Groups of duplicate components are not produced in the thousands, but rather in hundreds, tens or even single units. These high-mix, low-volume (HMLV) scenarios leave no room for ongoing process development or unanticipated interruptions. Manufacturers are under pressure to develop machining processes that are totally reliable beginning with the first part. Immediate speed, consistency and predictability are paramount.
Nevertheless, many manufacturers continue to focus on what they call “efficiency,” developing manufacturing processes aimed nearly exclusively at maximum output and minimal cost. They unintentionally ignore “the elephant in the room” – the crucial priority of satisfying their customers, especially customer demands for timely delivery.
HQ_IMG_The_Elephant_In_The_Room.jpg
QRM
Conceived in the early days of the HMLV era, a concept called Quick Response Manufacturing (QRM) underscores the critical role of time in the manufacturing process. QRM strategies, along with zero-waste and process optimization efforts, provide a roadmap that can put manufacturers on a path to minimize lead time and thereby maximize customer satisfaction.
Rajan Suri, a professor of industrial engineering at the University of Wisconsin-Madison in the 1990s, recognized looming changes in manufacturing markets, particularly the trend towards HMLV production. In 1993 he founded the Center for Quick Response Manufacturing. The Center’s purpose is to create partnerships between the university and manufacturing companies to develop and implement ways to reduce lead times. QRM strategies are often applied in addition to lean, Six Sigma and similar process improvement initiatives.
The Traditional Approach
Production managers in traditional machining environments seek maximum machine utilization above all. If a machine is standing still, it is not efficient and is costing money, not earning it. The goal is to produce large batches for inventory. Parts in stock buffer fluctuating customer demand.
In HMLV manufacturing, however, a job is put into production not for stock, but to fulfill a customer order for a limited number of specific components. There is no buffering inventory.
Further complicating the situation are factors such as so-called “hot jobs” that arrive unexpectedly in response to emergency circumstances or special requests by important customers. If all of a facility’s machines are running, other jobs will be delayed to deal with the hot jobs. Then the delayed jobs themselves become hot jobs, lead times increase, and chaos begins to creep into the production process.
Another issue is the tendency of manufacturing staff to concentrate on finding ways to meet internal goals, such as achieving 100 percent on-time delivery. Planning often is carried out with those internal goals in mind. For example, shop personnel may know that completing a certain job takes one day, but will allocate two days to account for interruptions by hot jobs or other possible delays.
Planners add a time cushion to avoid incidents of “acoustic management” – being reprimanded by management. However, if similar behavior is common throughout a shop, two weeks of lead time can grow to perhaps seven weeks. On-time delivery performance as measured internally may be 98 percent, production personnel are happy to meet internal goals, but the customer who needed the product in two weeks is not happy at all.
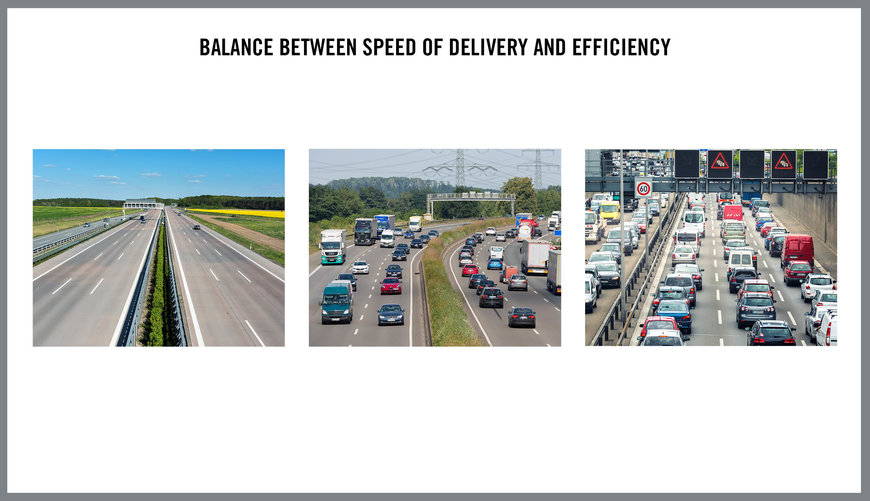
The traditional manufacturing environment has systemic limitations (see figure 2). In the figure at left is a highway with minimal traffic that symbolizes underutilization of resources and, as applied to manufacturing, high production cost per finished workpiece. The over-utilized highway at right, jammed with stopped vehicles, represents the chaos and extended lead times that result when errors occur or unexpected jobs vie for space on the production highway. The middle image illustrates a balanced and cost-efficient approach to output and utilization of resources.
HQ_ILL_Balance_Between_Speed_Of_Delivery_And_Efficiency.jpg
Roadmap for HMLV Production
In a HMLV production environment, first time part yield and consistent quality in production of non-identical workpieces is key. The objective is to provide customized products where the part in a one piece batch costs the same as a part in a million piece batch and immediate delivery is assured.
Producing good parts from the start depends on establishing a trouble-free and reliable machining process. It currently is fashionable to point to the newest production techniques and digitalization technologies as solutions to machining problems. However, speed, consistency and flexibility always have been, and still are, based on a foundation of operational excellence as well an educated manufacturing staff with a positive mindset and motivation. (see sidebar).
Before discussing digitization and optimization, it is necessary to look at the workshop operations overall, determine where waste of time and resources occurs, and develop methods to minimize it. After that, the emphasis shifts to process quality or reliability.
A Zero-Waste Workshop
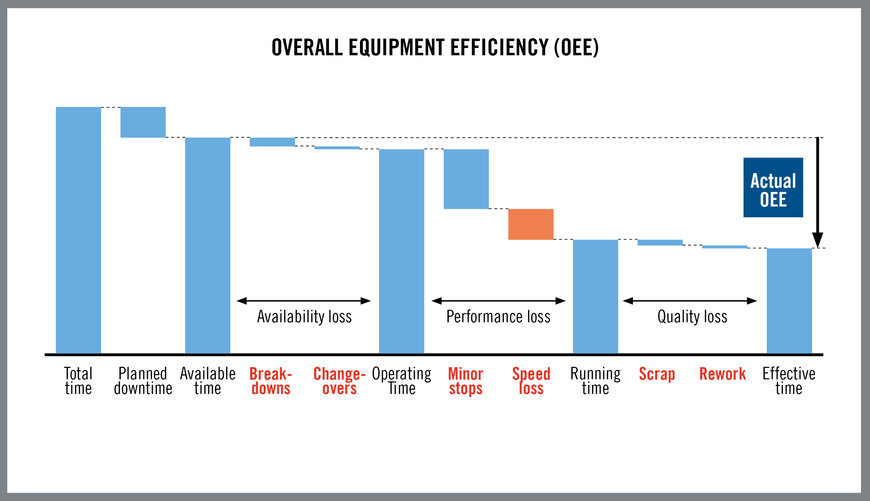
Reducing lead times requires elimination of waste in the manufacturing process. A zero-waste workshop does not over-produce parts, fully utilizes workpiece material, and does away with extra movement for semi-finished parts. Wasteful and time-consuming activities in the machining process itself include production of burrs, bad surface finishes, long chips, vibration, and machining errors that create unacceptable parts. Bad parts must be reworked or rejected and remade, either of which adds waiting time to the production process.
HQ_ILL_Overall_Equipment_Efficiency_OEE.jpg
Even producing part quality that exceeds customer requirements represents wasted time and money. Shops must realize that it is necessary to achieve only the lowest possible workpiece quality that meets customer specifications and functional requirements.
If a part tolerance is five microns, achieving three microns is wasteful. Higher quality tooling and more precise operating processes will be required to meet the tighter tolerance, but a customer will not pay for the unrequested higher quality. The job will be a money-losing proposition for the shop.
Respecting Constraints
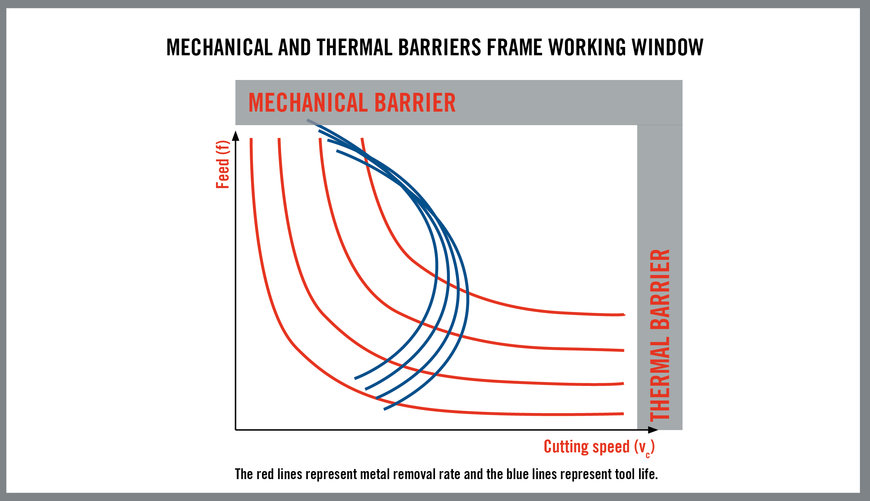
The first phase in establishing a balanced machining process is choosing tools with load capacity that meets or exceeds the mechanical, thermal, chemical, and tribological loads present in the metalcutting operation.
HQ_ILL_OS_Mechanical_And_Thermal_Barriers_Frame_Working_Window.jpg
Phase two involves selecting cutting conditions that recognize the constraints put on a machining process by real-world factors. A cutting tool possesses broad capabilities, but specific realities constrain the range of effective application parameters.
For example, tool capabilities change according to the power of the machine tool in use. Machining characteristics of the workpiece material may limit cutting speed or feed rate, or complex or weak workpiece configurations may be prone to vibration. Although a vast number of cutting condition combinations will work in theory, reality-dictated constraints will narrow trouble-free choices to a certain selection of parameters.
Applying cutting conditions outside the constraints of the specific situation will have negative consequences, including higher costs and lower productivity. The majority of the problems experienced during machining result from a lack of respect for the constraints that physical realities place on the cutting process. When cutting conditions do not exceed real-world constraints, the operation is safe from a technical perspective.
However, not every technically safe combination of cutting conditions will produce the same economic result and changing cutting conditions will change the cost of the machining process. Aggressive but technically safe cutting conditions will speed output of finished workpieces. After a certain point, however, output will slow because the aggressive cutting parameters also will result in shorter tool life, and multiple tool changeovers will consume excessive time.
Accordingly, the third phase of achieving a balanced machining process involves determining the optimal combination of cutting conditions for a given situation. It is essential to establish a working domain where combinations provide the desired levels of productivity and economy. After the combinations are put into production, episodes of troubleshooting to solve specific problems are usually required, as well as ongoing process analysis and optimization.
Versatile Tooling
While high-performance, specialized tools can boost output speed, recognizing process constraints may prompt the choice of tools developed for versatility. When tools are selected for maximum productivity and cost efficiency in machining a specific part, a change from one workpiece configuration to another may require emptying the machine turret completely and replacing all the tools. In HMLV situations where smaller runs of different parts change frequently, that changeover time can consume all of the productivity gains resulting from use of maximum-productivity tooling.
In cases where tool performance is stretched to the maximum, some operators will reduce cutting parameters in fear of tool failure and disruption. Versatile tooling, on the other hand, is applicable across a wider range of cutting conditions than productivity focused tooling, although at less-aggressive parameters. When versatile tooling is applied to process a variety of different workpieces, actual machining may be somewhat slower or more expensive, but the reductions in setup time, scrap, and lead time make up the difference and then some.
Conclusion
Customer satisfaction is the goal of any business relationship, and a key element of customer satisfaction in manufacturing is timely delivery of machined components. HMLV production scenarios put pressure on manufacturers to optimize their operations to reduce lead times and speed delivery. Applying the concepts of Quick Response Manufacturing and zero-waste and optimization initiatives enables manufacturers to achieve the speed and reliability needed to fulfill customer demands for timely delivery while also assuring manufacturing profitability.
(Sidebar)
Smart People As Well As Smart Machines
The complex and changing nature of HMLV production scenarios appears to be an excellent situation for the implementation of the latest manufacturing technology including internal digitalization via smart machines and data analytics, external digitalization via an integrated supply chain and web-based connection with customers to correlate supply and demand. The wave of new technology apparently minimizes the value of human input in manufacturing operations.
But on the contrary, the rapidly changing elements in HMLV production scenarios increase the importance of human input. The complicated operations require a form of traditional craftsmanship that involves creativity and flexibility to quickly adapt to the continually changing parts, workpiece materials and cutting conditions.
Above all, manufacturing staff must have the positive mindset and motivation necessary to confront and solve the new and varying challenges presented by HMLV production.
Gaining that mindset involves ongoing internal education that demonstrates to shop personnel that the solution to productivity issues doesn’t necessarily involve large expense and high technology. The mindset includes realizing the critical importance of satisfying the customer. Lessons learned while improving an operation or a family of operations can be reapplied and expanded to include similar situations throughout an entire shop.
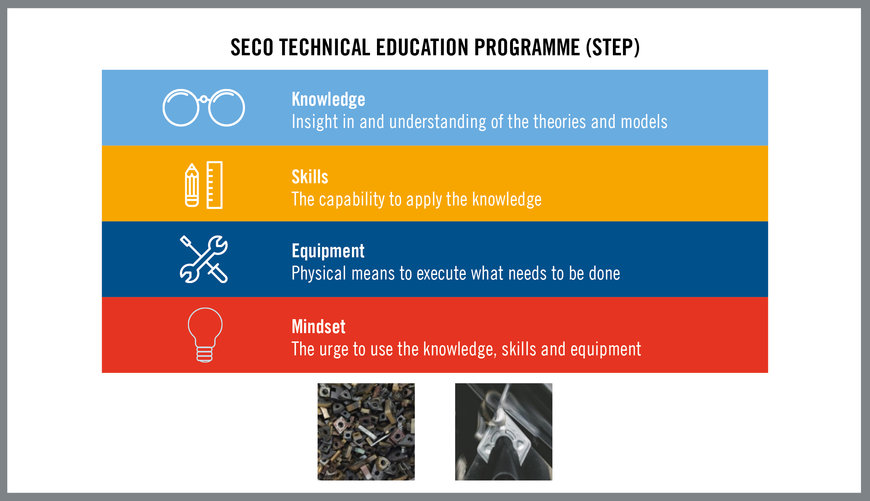
Shop-floor experience can be supplemented with organized education initiatives such as the Seco Technical Education Program (STEP), a well-developed and practical program designed to familiarize users with the latest tooling systems and techniques.
HQ_ILL_Seco_Technical_Education_Programme.jpg
Combining practical experience in process analysis and improvement with organized education programs is the key to establishing a culture of problem-solving and process improvement that will support ongoing manufacturing success. Complementing that education are interactive information resources such as the Seco My Pages digital portal, an online site designed to aid tool procurement and delivery, find better ways to apply tools, optimize processes, and gain engineering assistance.
In maximizing the benefits of HMLV machining, management must move away from the systemic limitations of traditional high-volume machining. It is essential to concentrate on reinforcing the role of employees in providing the mindset and creativity necessary to establish a balance between output and flexibility that will consistently assure complete customer satisfaction.
By: Patrick de Vos, MSc, Senior Consultancy Specialist & Technical Education Programmes Manager at Seco Tools
Today’s market requirements, however, are radically different. Customers increasingly order small batches of products tailored to specific needs. As a result, manufacturers rarely make long production runs. Groups of duplicate components are not produced in the thousands, but rather in hundreds, tens or even single units. These high-mix, low-volume (HMLV) scenarios leave no room for ongoing process development or unanticipated interruptions. Manufacturers are under pressure to develop machining processes that are totally reliable beginning with the first part. Immediate speed, consistency and predictability are paramount.
Nevertheless, many manufacturers continue to focus on what they call “efficiency,” developing manufacturing processes aimed nearly exclusively at maximum output and minimal cost. They unintentionally ignore “the elephant in the room” – the crucial priority of satisfying their customers, especially customer demands for timely delivery.
HQ_IMG_The_Elephant_In_The_Room.jpg
QRM
Conceived in the early days of the HMLV era, a concept called Quick Response Manufacturing (QRM) underscores the critical role of time in the manufacturing process. QRM strategies, along with zero-waste and process optimization efforts, provide a roadmap that can put manufacturers on a path to minimize lead time and thereby maximize customer satisfaction.
Rajan Suri, a professor of industrial engineering at the University of Wisconsin-Madison in the 1990s, recognized looming changes in manufacturing markets, particularly the trend towards HMLV production. In 1993 he founded the Center for Quick Response Manufacturing. The Center’s purpose is to create partnerships between the university and manufacturing companies to develop and implement ways to reduce lead times. QRM strategies are often applied in addition to lean, Six Sigma and similar process improvement initiatives.
The Traditional Approach
Production managers in traditional machining environments seek maximum machine utilization above all. If a machine is standing still, it is not efficient and is costing money, not earning it. The goal is to produce large batches for inventory. Parts in stock buffer fluctuating customer demand.
In HMLV manufacturing, however, a job is put into production not for stock, but to fulfill a customer order for a limited number of specific components. There is no buffering inventory.
Further complicating the situation are factors such as so-called “hot jobs” that arrive unexpectedly in response to emergency circumstances or special requests by important customers. If all of a facility’s machines are running, other jobs will be delayed to deal with the hot jobs. Then the delayed jobs themselves become hot jobs, lead times increase, and chaos begins to creep into the production process.
Another issue is the tendency of manufacturing staff to concentrate on finding ways to meet internal goals, such as achieving 100 percent on-time delivery. Planning often is carried out with those internal goals in mind. For example, shop personnel may know that completing a certain job takes one day, but will allocate two days to account for interruptions by hot jobs or other possible delays.
Planners add a time cushion to avoid incidents of “acoustic management” – being reprimanded by management. However, if similar behavior is common throughout a shop, two weeks of lead time can grow to perhaps seven weeks. On-time delivery performance as measured internally may be 98 percent, production personnel are happy to meet internal goals, but the customer who needed the product in two weeks is not happy at all.
The traditional manufacturing environment has systemic limitations (see figure 2). In the figure at left is a highway with minimal traffic that symbolizes underutilization of resources and, as applied to manufacturing, high production cost per finished workpiece. The over-utilized highway at right, jammed with stopped vehicles, represents the chaos and extended lead times that result when errors occur or unexpected jobs vie for space on the production highway. The middle image illustrates a balanced and cost-efficient approach to output and utilization of resources.
HQ_ILL_Balance_Between_Speed_Of_Delivery_And_Efficiency.jpg
Roadmap for HMLV Production
In a HMLV production environment, first time part yield and consistent quality in production of non-identical workpieces is key. The objective is to provide customized products where the part in a one piece batch costs the same as a part in a million piece batch and immediate delivery is assured.
Producing good parts from the start depends on establishing a trouble-free and reliable machining process. It currently is fashionable to point to the newest production techniques and digitalization technologies as solutions to machining problems. However, speed, consistency and flexibility always have been, and still are, based on a foundation of operational excellence as well an educated manufacturing staff with a positive mindset and motivation. (see sidebar).
Before discussing digitization and optimization, it is necessary to look at the workshop operations overall, determine where waste of time and resources occurs, and develop methods to minimize it. After that, the emphasis shifts to process quality or reliability.
A Zero-Waste Workshop
Reducing lead times requires elimination of waste in the manufacturing process. A zero-waste workshop does not over-produce parts, fully utilizes workpiece material, and does away with extra movement for semi-finished parts. Wasteful and time-consuming activities in the machining process itself include production of burrs, bad surface finishes, long chips, vibration, and machining errors that create unacceptable parts. Bad parts must be reworked or rejected and remade, either of which adds waiting time to the production process.
HQ_ILL_Overall_Equipment_Efficiency_OEE.jpg
Even producing part quality that exceeds customer requirements represents wasted time and money. Shops must realize that it is necessary to achieve only the lowest possible workpiece quality that meets customer specifications and functional requirements.
If a part tolerance is five microns, achieving three microns is wasteful. Higher quality tooling and more precise operating processes will be required to meet the tighter tolerance, but a customer will not pay for the unrequested higher quality. The job will be a money-losing proposition for the shop.
Respecting Constraints
The first phase in establishing a balanced machining process is choosing tools with load capacity that meets or exceeds the mechanical, thermal, chemical, and tribological loads present in the metalcutting operation.
HQ_ILL_OS_Mechanical_And_Thermal_Barriers_Frame_Working_Window.jpg
Phase two involves selecting cutting conditions that recognize the constraints put on a machining process by real-world factors. A cutting tool possesses broad capabilities, but specific realities constrain the range of effective application parameters.
For example, tool capabilities change according to the power of the machine tool in use. Machining characteristics of the workpiece material may limit cutting speed or feed rate, or complex or weak workpiece configurations may be prone to vibration. Although a vast number of cutting condition combinations will work in theory, reality-dictated constraints will narrow trouble-free choices to a certain selection of parameters.
Applying cutting conditions outside the constraints of the specific situation will have negative consequences, including higher costs and lower productivity. The majority of the problems experienced during machining result from a lack of respect for the constraints that physical realities place on the cutting process. When cutting conditions do not exceed real-world constraints, the operation is safe from a technical perspective.
However, not every technically safe combination of cutting conditions will produce the same economic result and changing cutting conditions will change the cost of the machining process. Aggressive but technically safe cutting conditions will speed output of finished workpieces. After a certain point, however, output will slow because the aggressive cutting parameters also will result in shorter tool life, and multiple tool changeovers will consume excessive time.
Accordingly, the third phase of achieving a balanced machining process involves determining the optimal combination of cutting conditions for a given situation. It is essential to establish a working domain where combinations provide the desired levels of productivity and economy. After the combinations are put into production, episodes of troubleshooting to solve specific problems are usually required, as well as ongoing process analysis and optimization.
Versatile Tooling
While high-performance, specialized tools can boost output speed, recognizing process constraints may prompt the choice of tools developed for versatility. When tools are selected for maximum productivity and cost efficiency in machining a specific part, a change from one workpiece configuration to another may require emptying the machine turret completely and replacing all the tools. In HMLV situations where smaller runs of different parts change frequently, that changeover time can consume all of the productivity gains resulting from use of maximum-productivity tooling.
In cases where tool performance is stretched to the maximum, some operators will reduce cutting parameters in fear of tool failure and disruption. Versatile tooling, on the other hand, is applicable across a wider range of cutting conditions than productivity focused tooling, although at less-aggressive parameters. When versatile tooling is applied to process a variety of different workpieces, actual machining may be somewhat slower or more expensive, but the reductions in setup time, scrap, and lead time make up the difference and then some.
Conclusion
Customer satisfaction is the goal of any business relationship, and a key element of customer satisfaction in manufacturing is timely delivery of machined components. HMLV production scenarios put pressure on manufacturers to optimize their operations to reduce lead times and speed delivery. Applying the concepts of Quick Response Manufacturing and zero-waste and optimization initiatives enables manufacturers to achieve the speed and reliability needed to fulfill customer demands for timely delivery while also assuring manufacturing profitability.
(Sidebar)
Smart People As Well As Smart Machines
The complex and changing nature of HMLV production scenarios appears to be an excellent situation for the implementation of the latest manufacturing technology including internal digitalization via smart machines and data analytics, external digitalization via an integrated supply chain and web-based connection with customers to correlate supply and demand. The wave of new technology apparently minimizes the value of human input in manufacturing operations.
But on the contrary, the rapidly changing elements in HMLV production scenarios increase the importance of human input. The complicated operations require a form of traditional craftsmanship that involves creativity and flexibility to quickly adapt to the continually changing parts, workpiece materials and cutting conditions.
Above all, manufacturing staff must have the positive mindset and motivation necessary to confront and solve the new and varying challenges presented by HMLV production.
Gaining that mindset involves ongoing internal education that demonstrates to shop personnel that the solution to productivity issues doesn’t necessarily involve large expense and high technology. The mindset includes realizing the critical importance of satisfying the customer. Lessons learned while improving an operation or a family of operations can be reapplied and expanded to include similar situations throughout an entire shop.
Shop-floor experience can be supplemented with organized education initiatives such as the Seco Technical Education Program (STEP), a well-developed and practical program designed to familiarize users with the latest tooling systems and techniques.
HQ_ILL_Seco_Technical_Education_Programme.jpg
Combining practical experience in process analysis and improvement with organized education programs is the key to establishing a culture of problem-solving and process improvement that will support ongoing manufacturing success. Complementing that education are interactive information resources such as the Seco My Pages digital portal, an online site designed to aid tool procurement and delivery, find better ways to apply tools, optimize processes, and gain engineering assistance.
In maximizing the benefits of HMLV machining, management must move away from the systemic limitations of traditional high-volume machining. It is essential to concentrate on reinforcing the role of employees in providing the mindset and creativity necessary to establish a balance between output and flexibility that will consistently assure complete customer satisfaction.
By: Patrick de Vos, MSc, Senior Consultancy Specialist & Technical Education Programmes Manager at Seco Tools
